Procesul de taiere este unul complex care trebuie sa tina cont de mai multi factori. In functie de necesarul de productie de unul, doua sau 3 schimburi de lucru, metalele si grosimile acestora si gazul de taiere, va putem sfatui cu privire la tipul de echipament, puterea de fibra si capul laser necesare.
In graficul de mai jos va puteti face o idee de capacitatatea de taiere in functie de puterea fibrei laser.
Aceste grosimi sunt optime, nu maxine si sunt recomandate pentru fluxurile constante de productie. De la caz la caz va putem instructa cum puteti efectua chiar si taieri de 10mm pe o firba laser de doar 500w.
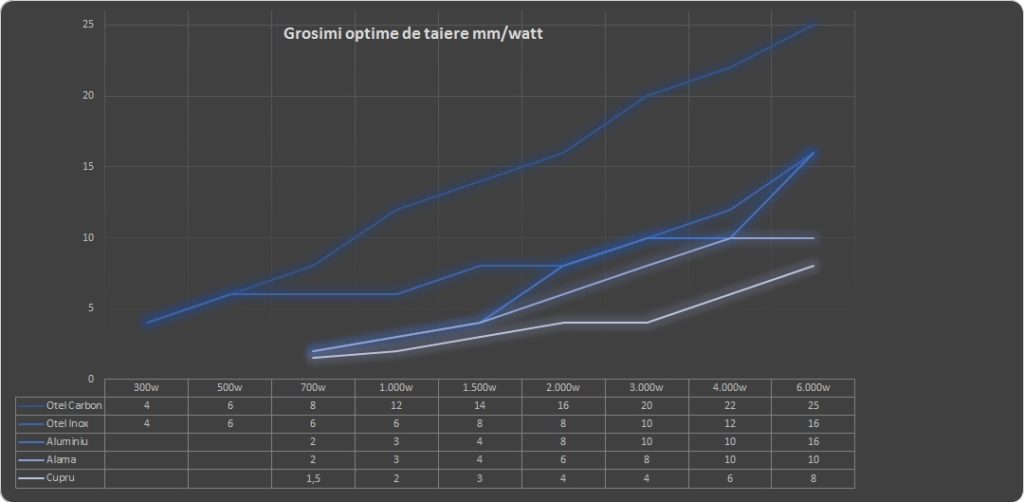
Tot din graficul atasat puteti observa ca metale radiante cum ar fi Aluminiu, Alama si Cupru apar doar de la 700w de in sus. Din cazua compozitiei neferoase a acestor metale, fotonii penetreaza nu penetreaza in proportie de 100% metalul si o partea din acestia se reflecta. Astfel exista riscul de deterioare a sursei laser iar recomandarea noastra este taierea acestor metale doar de la 700w in sus.
Legat de taierea optima, gazele de taiere pot fi Azot, Oxigen si uneori chiar aer comprimat. In functie de metal, gazul de taiere si presiunea sunt diferite. Astfel trebuie gasit raportul optim intre viteza de taiere, presiune gaz si putere. In acest sens profilele de taiere care va sunt furnizate sunt optimizate in acest sens. Mai mult decat atat software-ul echipamentului CypCut are doua functii: Optimal Cut si Economic Cut care permite variatii intre raportul calitate taiere si cost taiere.

